-
Sporlan Modulating 3-Way Valve
The Sporlan Modulating 3-Way Valve is designed to modulate flow of refrigerant at two ports and divert flow between two separate outlets. The product line features two sizes, the MTW-9 and MTW-17, which cover R-410a flow capacities up to 40 tons (131 kW). These valves are approved for suction, liquid and discharge line uses; including dehumidification, reheat and heat reclaim applications.
When compared to other modulating options, the Modulating 3-Way Valve requires fewer valves, reducing piping and wiring complexity and cost and reduced installation time.
The Sporlan Pressure Control and Temperature Control can be paired with the valve to provide precise stand-alone control of fluid temperature and pressure as required.
-
-
Post Likes - 2 Likes, 0 Dislikes
-
Is this still test mode ?
-
No this is currently available at your local Sporlan authorized wholesaler.
Here is a link to the literature http://sporlanonline.com/literature/100/ev/100-40-3.pdf
-
Post Likes - 2 Likes, 0 Dislikes
-
Thank You Sporlan !
& Welcome to HVAC-TALK !!
Great To See You Here
-
I saw Aaon has started using these for hot gas reheat just the other day. No second valve needed. Sweet, and timely video, for me anyway. Tanks
ckartson
I didn't write the book I just read it!
-
Is Sporland developing other applications for this style valve i.e.
1 split condenser
2 modulating pressure differential for H/G defrost
-
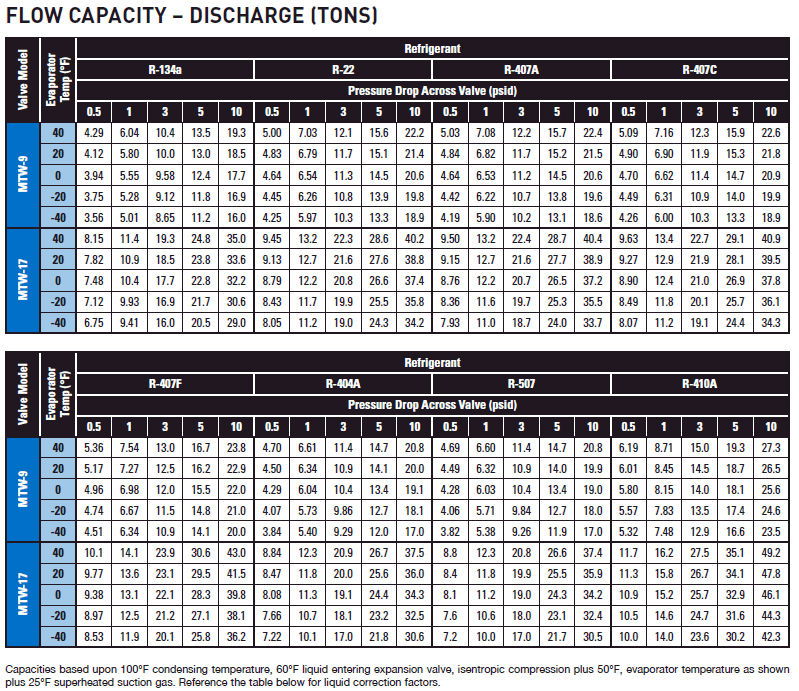
The Sporlan Modulating Three Way (MTW) valves can be applied in many different applications for discharge, suction and liquid refrigerant flow. These valves are approved for maximum and minimum refrigerant temperature of -40°F to 240°F. Assuming these temperature limits are not exceded split condenser and defrost differential applications would be possible with the current valves. However these current models may limit system capacity. Capacity charts are shown below:
-
Post Likes - 1 Likes, 0 Dislikes
-
I have a built-up air cooled system with a "wild" condenser (where I cannot modulate the condenser fans). This is because the condenser coil is located in a building exhaust duct. Could the MTW valves be used to replace the ORI/ORD valves to perform electronic head pressure control? I would like to control it with a IB-G interface board. Thanks.
-

Originally Posted by
Phil Batterson

I have a built-up air cooled system with a "wild" condenser (where I cannot modulate the condenser fans). This is because the condenser coil is located in a building exhaust duct. Could the MTW valves be used to replace the ORI/ORD valves to perform electronic head pressure control? I would like to control it with a IB-G interface board. Thanks.
The MTW valve is typically located in the discharge line for dehumidification, reheat and heat reclaim applications. Outlet A is piped to the normal condenser and Outlet B to the reclaim/reheat condenser.
An IB-G is an interface board and can be used with any of our electronic valves. The IB-G will take a 0-10 V or 4-20 mA signal from a 3rd party controller and convert it to a stepper motor signal to control the valve.
If you are looking to move to electronic head pressure control, you can use a CDS valve in place of the ORI. The ORD will still be used. A TCB (or IB-G and 3rd party controller) should be used to control the CDS valve.
We don't have published values for the CDS valve in this application, but we can help you select one if you provide the following information:
Refrigerant:
Minimum Ambient Temperature (°F):
Receiver Outlet Temperature (°F):
Discharge Temperature (°F):
Discharge Pressure (PSI):
Head Pressure Control Setting (PSI):
Receiver Pressurization Setting (PSI):
Link to IB-G Bulletin:
http://sporlanonline.com/literature/...2.1%20IB-G.pdf
Link to TCB Bulletin:
http://sporlanonline.com/literature/100/cb/100-50-1.pdf
-
Post Likes - 1 Likes, 0 Dislikes
-
Sorry, I left out some details, and mis-spoke a little. I don't currently have an ORI/ORD now, this is being designed now, so I meant "in lieu-of".
Also, my system is R-410a, so please correct me if I'm wrong, but (according to the literature) the ORD does not have an R-410a rating. Also, my system capacity (~ 25rt), which exceeds the ORD capability.
So, I'm trying to duplicate the LAC valves application (and simplified piping), which I have used over the years (very successfully). I also usually use a check valve on the inlet to the reciever, to limit off cycle migration back to the condenser in the off-mode.
In this application, I will monitor the liquid line (receiver) pressure with my control system and then control the output signal to the IB-G, to drive the MTW. The A port would connect to the condenser input, the B port would connect to the liquid line (bypassing the condenser).
Again, think of a LAC valve, just electronic.
Wouldn't this work? Or am I missing something?
-
Post Likes - 1 Likes, 0 Dislikes
-
Originally Posted by
Phil Batterson
Sorry, I left out some details, and mis-spoke a little. I don't currently have an ORI/ORD now, this is being designed now, so I meant "in lieu-of".
Also, my system is R-410a, so please correct me if I'm wrong, but (according to the literature) the ORD does not have an R-410a rating. Also, my system capacity (~ 25rt), which exceeds the ORD capability.
So, I'm trying to duplicate the LAC valves application (and simplified piping), which I have used over the years (very successfully). I also usually use a check valve on the inlet to the reciever, to limit off cycle migration back to the condenser in the off-mode.
In this application, I will monitor the liquid line (receiver) pressure with my control system and then control the output signal to the IB-G, to drive the MTW. The A port would connect to the condenser input, the B port would connect to the liquid line (bypassing the condenser).
Again, think of a LAC valve, just electronic.
Wouldn't this work? Or am I missing something?
The MTW valve isn't designed for this application. You would better off using the ORD/CDS combination.
The ORD has a 650 psig MRP and is rated for R-410A. To gain capacity on the ORD you will have to run multiple ORDs in parallel. At 25 tons, you will likely need 2 ORDs and one CDS-9. We can nail the selection down better if you can answer the questions in the above post.
-
Post Likes - 1 Likes, 0 Dislikes
-
Originally Posted by
Sporlan
The MTW valve isn't designed for this application. You would better off using the ORD/CDS combination.
The ORD has a 650 psig MRP and is rated for R-410A. To gain capacity on the ORD you will have to run multiple ORDs in parallel. At 25 tons, you will likely need 2 ORDs and one CDS-9. We can nail the selection down better if you can answer the questions in the above post.
Hey Sporlan,
I am getting ready to install some of these valves on some field built up systems that are going to use this valve for hot gas reheat in dehumidification. The circuit that this valve is installed on is 36 tons. Our design evaporator temperature is 40 degrees. I was talking with technical support, and they told me that I may need to consider two of these in parallel because my hot gas reheat coil heating capacity is 582 MBH, and my refrigerant mass flow is 5679 lbm/hr.
Looking at the sizing chart it states that I can go up to 49 tons if I have a 10 psi pressure drop. What is the disadvantage of allowing a 10 psi pressure drop? Is this saying that if I try to put around 48-49 tons of hot gas through this valve that I will have a 10 psi pressure drop?
Thanks for the help!
J. King
-
Post Likes - 1 Likes, 0 Dislikes
-
Originally Posted by
apprentice3
Hey Sporlan,
I am getting ready to install some of these valves on some field built up systems that are going to use this valve for hot gas reheat in dehumidification. The circuit that this valve is installed on is 36 tons. Our design evaporator temperature is 40 degrees. I was talking with technical support, and they told me that I may need to consider two of these in parallel because my hot gas reheat coil heating capacity is 582 MBH, and my refrigerant mass flow is 5679 lbm/hr.
Looking at the sizing chart it states that I can go up to 49 tons if I have a 10 psi pressure drop. What is the disadvantage of allowing a 10 psi pressure drop? Is this saying that if I try to put around 48-49 tons of hot gas through this valve that I will have a 10 psi pressure drop?
Thanks for the help!
We assume the refrigerant is R-410A. The MTW-17 is rated at 49.2 tons with 10 psi pressure drop at 100 F condensing temperature, 40 F evaporating temperature and 60 F liquid temperature.
The question: Is this saying that if I try to put around 48-49 tons of hot gas through this valve that I will have a 10 psi pressure drop?
The answer is: Yes, at the conditions stated in sentence above.
-
Originally Posted by
Sporlan PM
We assume the refrigerant is R-410A. The MTW-17 is rated at 49.2 tons with 10 psi pressure drop at 100 F condensing temperature, 40 F evaporating temperature and 60 F liquid temperature.
The question: Is this saying that if I try to put around 48-49 tons of hot gas through this valve that I will have a 10 psi pressure drop?
The answer is: Yes, at the conditions stated in sentence above.
So what tonnage do you look at when sizing these? The circuit tonnage or the MBH capacity of the hot gas reheat coil converted to tonnage?
The refrigerant is R-410a. Thanks for the reply.
Sent from my iPhone using Tapatalk
J. King
-
Originally Posted by
apprentice3
So what tonnage do you look at when sizing these? The circuit tonnage or the MBH capacity of the hot gas reheat coil converted to tonnage?
The refrigerant is R-410a. Thanks for the reply.
The valve should be sized off circuit capacity/system capacity.
-
Originally Posted by
Sporlan PM
[FONT="]We assume the refrigerant is R-410A. The MTW-17 is rated at 49.2 tons with 10 psi pressure drop at 100 F condensing temperature, 40 F evaporating temperature and 60 F liquid temperature.
[/FONT]
The question: Is this saying that if I try to put around 48-49 tons of hot gas through this valve that I will have a 10 psi pressure drop?
The answer is: Yes, at the conditions stated in sentence above.
I got back with the engineer on this job, and he asked me if we know what the estimated pressure drop would be on this valve at the design refrigerant mass flow rate of 5679 lbm/hr?
J. King
-
Originally Posted by
apprentice3
I got back with the engineer on this job, and he asked me if we know what the estimated pressure drop would be on this valve at the design refrigerant mass flow rate of 5679 lbm/hr?
The mass flow rate of 5679 lb/hr at 100 F condensing, 60 F liquid, 40 F evaporator with R-410A through the MTW17 would have 6.6 psi of pressure drop. (This is equivalent to 40.1 tons)
Thank you
-
The mass flow rate of 5679 lb/hr at 100 F condensing, 60 F liquid, 40 F evaporator with R-410A through the MTW17 would have 6.6 psi of pressure drop. (This is equivalent to 40.1 tons)
Thank you



 Reply
Reply
 Regular Guest
Regular Guest


 Global Moderator
Global Moderator

 DavidDeBord liked this post.
DavidDeBord liked this post.

